


校企联合攻关破局!--深大化学与环境工程徐坚教授团队助力国产“工业黑色黄金”千吨级产业化登顶
近日,深圳大学化学与环境工程学院徐坚教授团队与长盛科技联合攻关,在全球超高性能聚丙烯腈碳纤维领域取得里程碑式重大突破,成功实现千吨级工业化规模生产,2023-2024年先后通过由中国石化联合会和中国复合材料学会主持的科技成果鉴定和成果评价。该成果标志着我国高端碳纤维首次达到与美日顶尖产品并驾齐驱的水平,彻底打破了国外长期技术垄断和产品禁运,相关生产装备和生产技术均已成功地全面国产化,实现了航空航天、国防建设等战略性新兴产业关键材料的自主可控。

“工业黑色黄金”的国产化之路
碳纤维因重量轻、强度高、模量高的优异特性,被誉为“新材料之王”和“工业黑色黄金”,在国防军工、航空航天、大飞机制造、新能源等高技术领域具有不可替代的战略价值。
我国从上世纪六十年代初开始研发碳纤维,但久攻未克,长期依赖进口,成为典型的“卡脖子”关键材料。以上世纪七十年代张爱萍将军主持的“7511会议”为标志,碳纤维作为战略性材料被列入国家攻关目标,碳纤维国产化成为一个久攻不克的“老大难”问题。国家最高科技奖获得者、两院院士师昌绪先生曾在2000年动情地说:“见不到碳纤维的国产化,我死不瞑目。”
历经三个“五年”国家863和973科技计划的持续攻关,我国逐步解决了近半个世纪以来困扰我们的碳纤维战略材料供应难题。2024年,国产碳纤维产量已达6.7万吨,占全球碳纤维总产量43%,满足了国产总需求量的80%,至此,中国在碳纤维这一战略性材料领域上已走过了整整半个世纪的艰苦攻关历程。
攀登全球碳纤维性能之巅
尽管解决了材料供应难题,但国产碳纤维产业仍面临“大而不强”的困境和高端产品质量稳定性欠缺的挑战。
高端碳纤维技术创新和产业制造能力不足,严重制约着国防和经济发展。国产碳纤维主要以T300、T400和T700级产品为主,高端的T800、T1000、T1100级产品稳定性亟待提高,其中T1100级超高性能碳纤维有待进行千吨级规模生产的工业验证。反观欧美日等发达国家,T800和T1000级产品已成熟应用于航天航空工业,特别是全球碳纤维领域领头羊日本东丽,其在美国生产的T1100级产品工厂不断扩能扩产。
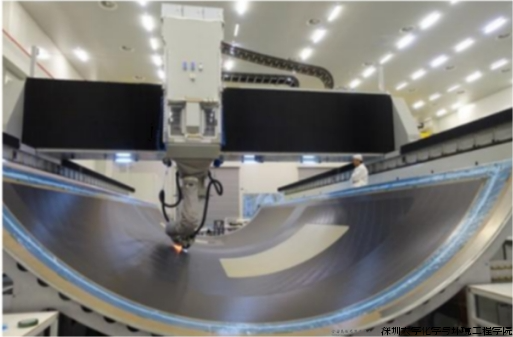
在深圳市领导、深圳大学校领导的亲自过问和相关部门通力支持下,2023年8月,深圳大学化学与环境工程学院徐坚教授团队联合企业协同攻关,在1700吨/年产线实现T1000级碳纤维稳定化工业生产;2024年再攀高峰,攻克面向航天航空需求的ZA70UC碳纤维千吨级量产技术。经第三方独立评估,其拉伸强度6600-7000MPa、弹性模量324-340GPa、断裂伸长率≥2.00%,连续生产合格率更是突破95%以上。相关生产技术、国产装备和高性能产品填补了国内空白并实现了全链条的自主可控,这一里程碑式成果标志着我国碳纤维科技攻关半个世纪后,终于首次达到了与美日碳纤维规模生产技术和相关产品并驾齐驱的水平。
产业化应用落地生根
攻克工艺极为复杂,涉及多学科、多领域技术集成的超高性能碳纤维关键技术,意味着我国在材料科学领域技术研发能力达到了世界前沿水平。目前,该校企联合攻关的高端碳纤维成果已在多个领域实现高性能复合材料产业化应用:在电子信息领域,已进入深圳光大同创等企业的3C产品验证应用阶段,涵盖3C头部品牌精密结构件;在高端体育用品领域,为深圳喜德盛生产奥运会、亚运会、全运会专用自行车、球拍等产品提供材料支撑,助力先进制造业从“中国代工”向“中国智造”转型升级。
尤为可喜的是,针对国产化过程中的“卡脖子”问题和关键技术,深圳大学化学与环境工程徐坚教授团队和长盛科技将产学研紧密结合,使得碳纤维产品在质量稳定性、易加工性、界面处理等方面得到显著的改善和提高,相关国产碳纤维已进入国产大飞机供应体系并成功实现批量供货,成为了目前唯一的国产化碳纤维供应商,为国产大型客机的发展提供了坚实的原材料基础。这一成果不仅确保了国防安全和国民经济关键领域中核心材料的供应保障和自主可控,更显著增强了我国在国际战略材料领域的话语权和主动权。
我要评论 (网友评论仅供其表达个人看法,并不表明本站同意其观点或证实其描述)
全部评论 ( 条)